
RAPPORTO DI INSIGHT SULL’INDUSTRIA CINESE DEI TORNI SVIZZERI
L’industria cinese delle 𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗲 𝗦𝘄𝗶𝘀𝘀-𝗧𝘆𝗽𝗲 𝗖𝗡𝗖 (𝘁𝗼𝗿𝗻𝗶𝗼 𝗦𝘄𝗶𝘀𝘀-𝗧𝘆𝗽𝗲) ha realizzato uno sviluppo 𝗱𝗶𝗿𝗼𝗺𝗽𝗲𝗻𝘁𝗲 𝗻𝗲𝗴𝗹𝗶 𝘂𝗹𝘁𝗶𝗺𝗶 𝗮𝗻𝗻𝗶.
L’industria cinese delle 𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗲 𝗦𝘄𝗶𝘀𝘀-𝗧𝘆𝗽𝗲 𝗖𝗡𝗖 (𝘁𝗼𝗿𝗻𝗶𝗼 𝗦𝘄𝗶𝘀𝘀-𝗧𝘆𝗽𝗲) ha realizzato uno sviluppo 𝗱𝗶𝗿𝗼𝗺𝗽𝗲𝗻𝘁𝗲 𝗻𝗲𝗴𝗹𝗶 𝘂𝗹𝘁𝗶𝗺𝗶 𝗮𝗻𝗻𝗶. In passato, queste macchine venivano spesso considerate 𝘀𝗲𝗺𝗽𝗹𝗶𝗰𝗲𝗺𝗲𝗻𝘁𝗲 𝗮𝗹𝘁𝗲𝗿𝗻𝗮𝘁𝗶𝘃𝗲 𝗮 𝗯𝗮𝘀𝘀𝗼 𝗰𝗼𝘀𝘁𝗼 rispetto ai prodotti occidentali o giapponesi. Oggi, invece, si sono affermate come 𝗳𝗼𝗿𝗻𝗶𝘁𝗼𝗿𝗶 𝗰𝗼𝗻 𝗰𝗼𝗺𝗽𝗲𝘁𝗶𝘁𝗶𝘃𝗶𝘁à 𝗱𝗶 𝘃𝗮𝗹𝗼𝗿𝗲 𝗴𝗹𝗼𝗯𝗮𝗹𝗲.
Attualmente, molte macchine cinesi hanno specifiche tecniche che possono 𝗲𝘀𝘀𝗲𝗿𝗲 𝗽𝗮𝗿𝗮𝗴𝗼𝗻𝗮𝘁𝗲 𝗮 𝗾𝘂𝗲𝗹𝗹𝗲 𝗱𝗲𝗶 𝗺𝗮𝗿𝗰𝗵𝗶 𝘁𝗿𝗮𝗱𝗶𝘇𝗶𝗼𝗻𝗮𝗹𝗶 𝗲𝘂𝗿𝗼𝗽𝗲𝗶 𝗼 𝗴𝗶𝗮𝗽𝗽𝗼𝗻𝗲𝘀𝗶, ma con un 𝗰𝗼𝘀𝘁𝗼 𝘀𝗶𝗴𝗻𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝘃𝗮𝗺𝗲𝗻𝘁𝗲 𝗶𝗻𝗳𝗲𝗿𝗶𝗼𝗿𝗲 e una 𝗺𝗮𝗴𝗴𝗶𝗼𝗿𝗲 𝗳𝗹𝗲𝘀𝘀𝗶𝗯𝗶𝗹𝗶𝘁à 𝗱𝗶 𝗽𝗲𝗿𝘀𝗼𝗻𝗮𝗹𝗶𝘇𝘇𝗮𝘇𝗶𝗼𝗻𝗲.
Questo rapporto si basa su un’analisi approfondita di tre tra i principali produttori cinesi di macchine Swiss-Type, con l’obiettivo di offrire una visione 𝗻𝗲𝘂𝘁𝗿𝗮 𝗲 𝗽𝗿𝗼𝗳𝗲𝘀𝘀𝗶𝗼𝗻𝗮𝗹𝗲 del livello tecnologico, dei vantaggi chiave, delle attuali limitazioni e delle prospettive di adattamento al mercato europeo.

𝟭.𝟭 𝗣𝗿𝗼𝗴𝗲𝘁𝘁𝗮𝘇𝗶𝗼𝗻𝗲 𝗴𝗲𝗻𝗲𝗿𝗮𝗹𝗲 𝗲 𝗿𝗶𝗴𝗶𝗱𝗶𝘁à 𝘀𝘁𝗿𝘂𝘁𝘁𝘂𝗿𝗮𝗹𝗲
La progettazione strutturale delle macchine Swiss-Type di produzione locale cinese è diventata sempre più matura. Queste macchine adottano in genere 𝗰𝗮𝗿𝘁𝗲𝗿 𝗱𝗶 𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗮 𝗮𝗱 𝗮𝗹𝘁𝗮 𝗿𝗶𝗴𝗶𝗱𝗶𝘁à e un layout meccanico ottimizzato. Alcuni produttori emergenti enfatizzano la 𝗿𝗶𝗴𝗶𝗱𝗶𝘁à 𝘀𝘁𝗿𝘂𝘁𝘁𝘂𝗿𝗮𝗹𝗲 come principio di progettazione: migliorare la stabilità e la resistenza alle vibrazioni della base del carter e della sede del mandrino.
𝗖𝗼𝗺𝗲 𝗿𝗶𝘀𝘂𝗹𝘁𝗮𝘁𝗼, 𝗹𝗲 𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗲 𝗦𝘄𝗶𝘀𝘀-𝗧𝘆𝗽𝗲 𝗹𝗼𝗰𝗮𝗹𝗶 𝗰𝗶𝗻𝗲𝘀𝗶 𝗺𝗼𝘀𝘁𝗿𝗮𝗻𝗼 𝗼𝗴𝗴𝗶 𝗽𝗿𝗲𝘀𝘁𝗮𝘇𝗶𝗼𝗻𝗶 𝗱𝗶 𝗿𝗶𝗴𝗶𝗱𝗶𝘁à 𝗱𝗶 𝘁𝗮𝗴𝗹𝗶𝗼 𝗲 𝗰𝗮𝗽𝗮𝗰𝗶𝘁à 𝗱𝗶 𝗹𝗮𝘃𝗼𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝗮𝗱 𝗮𝗹𝘁𝗼 𝗰𝗮𝗿𝗶𝗰𝗼 𝗶𝗻 𝗹𝗶𝗻𝗲𝗮 𝗰𝗼𝗻 𝗴𝗹𝗶 𝘀𝘁𝗮𝗻𝗱𝗮𝗿𝗱 𝗶𝗻𝘁𝗲𝗿𝗻𝗮𝘇𝗶𝗼𝗻𝗮𝗹𝗶.
Ad esempio, alcune aziende dichiarano che le loro macchine raggiungono una 𝗽𝗿𝗲𝗰𝗶𝘀𝗶𝗼𝗻𝗲 𝗱𝗶 𝗿𝗶𝗽𝗲𝘁𝗶𝗯𝗶𝗹𝗶𝘁à 𝗱𝗶 ±𝟬,𝟬𝟬𝟱 𝗺𝗺. Inoltre, molte macchine adottano un corpo macchina in 𝗴𝗵𝗶𝘀𝗮 𝗺𝗼𝗻𝗼𝗯𝗹𝗼𝗰𝗰𝗼, con ottimizzazione tramite analisi agli elementi finiti per ridurre al minimo la deformazione durante la lavorazione.

𝟭.𝟮 𝗖𝗼𝗻𝗳𝗶𝗴𝘂𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝗱𝗲𝗹 𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼 𝗽𝗿𝗶𝗻𝗰𝗶𝗽𝗮𝗹𝗲 𝗲 𝗱𝗲𝗹 𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼 𝘀𝗲𝗰𝗼𝗻𝗱𝗮𝗿𝗶𝗼
In coerenza con i torni Swiss-Type tradizionali, le macchine cinesi usano una configurazione a 𝗱𝗼𝗽𝗽𝗶𝗼 𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼 (𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼 + 𝗰𝗼𝗻𝘁𝗿𝗼𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼): il mandrino principale effettua la maggior parte delle lavorazioni, mentre il contromandrino gestisce la lavorazione della parte posteriore e lo scarico pezzi.
Le specifiche dei mandrini e dei contromandrini coprono un ampio intervallo di diametri:
• 𝗗𝗮 Ø𝟭𝟮 𝗺𝗺 𝗮 Ø𝟯𝟴 𝗺𝗺 per le linee principali.
• Alcuni modelli senza manicotto supportano persino diametri oltre Ø𝟱𝟬 𝗺𝗺.
I mandrini principali raggiungono comunemente velocità di 𝟴.𝟬𝟬𝟬–𝟭𝟬.𝟬𝟬𝟬 𝗿𝗽𝗺 e in alcuni modelli avanzati si utilizzano 𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗶 𝗲𝗹𝗲𝘁𝘁𝗿𝗶𝗰𝗶 𝗮𝘂𝘁𝗼-𝘀𝘃𝗶𝗹𝘂𝗽𝗽𝗮𝘁𝗶 𝗳𝗶𝗻𝗼 𝗮 𝟯𝟬.𝟬𝟬𝟬 𝗿𝗽𝗺.
I contromandrini hanno potenza e velocità comparabili a quelle dei mandrini principali, consentendo una lavorazione 𝘀𝗶𝗻𝗰𝗿𝗼𝗻𝗮 𝗲𝗱 𝗲𝗳𝗳𝗶𝗰𝗶𝗲𝗻𝘁𝗲 𝗮𝗶 𝗱𝘂𝗲 𝗲𝘀𝘁𝗿𝗲𝗺𝗶 𝗱𝗲𝗹𝗹’𝗮𝘀𝘀𝗲.
Molte macchine supportano la 𝗶𝗻𝗱𝗶𝗰𝗶𝘇𝘇𝗮𝘇𝗶𝗼𝗻𝗲 𝘀𝗶𝗻𝗰𝗿𝗼𝗻𝗮 𝗱𝗲𝗹 𝗺𝗮𝗻𝗱𝗿𝗶𝗻𝗼 e la funzione 𝗮𝘀𝘀𝗲 𝗖, importanti per la lavorazione di forature e scanalature complesse su entrambe le estremità del pezzo.
𝟭.𝟯 𝗙𝗹𝗲𝘀𝘀𝗶𝗯𝗶𝗹𝗶𝘁à 𝗱𝗲𝗹 𝘀𝗶𝘀𝘁𝗲𝗺𝗮 𝗱’𝗮𝘀𝘀𝗶 𝗲 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗼 𝗺𝘂𝗹𝘁𝗶-𝗮𝘀𝘀𝗲
Le macchine Swiss-Type locali cinesi hanno compiuto significativi progressi nel controllo multi-asse. Le configurazioni standard includono assi lineari 𝗫𝟭/𝗬𝟭/𝗭𝟭 + 𝗖; nei modelli di fascia più alta si aggiunge l’asse 𝗬𝟮 (asse Y secondario).
La presenza del doppio asse Y permette di eseguire contemporaneamente operazioni di fresatura e foratura sui lati del pezzo principale e secondario, migliorando l’efficienza produttiva.
Alcuni modelli avanzati introducono anche 𝗹’𝗮𝘀𝘀𝗲 𝗕 (spindle rotante continuo) per lavorazioni oblique e superfici 3D complesse su componenti di forma libera. Tuttavia, 𝗹𝗮 𝗰𝗼𝗻𝗳𝗶𝗴𝘂𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝗰𝗼𝗻 𝗮𝘀𝘀𝗲 𝗕 𝗻𝗼𝗻 è 𝗮𝗻𝗰𝗼𝗿𝗮 𝗱𝗶𝗳𝗳𝘂𝘀𝗮 tra i modelli cinesi; alcune aziende stanno lavorando a questo sviluppo per estendere ulteriormente la capacità di lavorazione.
𝟭.𝟰 𝗗𝗲𝘀𝗶𝗴𝗻 𝗺𝗼𝗱𝘂𝗹𝗮𝗿𝗲 𝗲 𝗽𝗶𝗮𝘁𝘁𝗮𝗳𝗼𝗿𝗺𝗲 𝗱𝗶 𝗽𝗿𝗼𝗱𝗼𝘁𝘁𝗼
I produttori locali cinesi prestano grande attenzione alla 𝗺𝗼𝗱𝘂𝗹𝗮𝗿𝗶𝘁à 𝗲 𝗮𝗹𝗹𝗮 𝗽𝗶𝗮𝘁𝘁𝗮𝗳𝗼𝗿𝗺𝗮 𝗱𝗶 𝗽𝗿𝗼𝗱𝗼𝘁𝘁𝗼. In genere, una singola azienda offre due serie principali:
• una 𝘀𝗲𝗿𝗶𝗲 𝘀𝘁𝗮𝗻𝗱𝗮𝗿𝗱 e
• una 𝘀𝗲𝗿𝗶𝗲 𝗱𝗶 𝗳𝗮𝘀𝗰𝗶𝗮 𝗮𝗹𝘁𝗮.
Queste serie possono essere combinate con moduli aggiuntivi (come asse B o doppio asse Y) per coprire esigenze diverse, dai pezzi semplici a quelli complessi.
Il design modulare include:
• Base del carter comune
• Torretta intercambiabile o banche di utensili
• Moduli d’assi aggiuntivi
In alcuni modelli, è possibile passare tra modalità con 𝗺𝗮𝗻𝗶𝗰𝗼𝘁𝘁𝗼 𝗴𝘂𝗶𝗱𝗮 e senza, montando o smontando il manicotto in base alla lunghezza del pezzo da lavorare. Ciò riduce l’over-length e gli scarti di materiale, aumentando l’efficienza d’uso.
Vale la pena notare che alcuni produttori hanno adottato un 𝗱𝗲𝘀𝗶𝗴𝗻 𝗺𝗼𝗱𝘂𝗹𝗮𝗿𝗲 𝗮𝗻𝗰𝗵𝗲 𝗽𝗲𝗿 𝗹𝗮 𝗽𝗶𝗮𝘁𝘁𝗮𝗳𝗼𝗿𝗺𝗮 𝗱𝗶 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗼, consentendo alla stessa macchina di essere configurata con diversi sistemi CNC (come 𝗙𝗔𝗡𝗨𝗖 o 𝗦𝘆𝗻𝘁𝗲𝗰) senza modifiche all’hardware.

𝟮.𝟭 𝗔𝘁𝘁𝗿𝗲𝘇𝘇𝗮𝘁𝘂𝗿𝗲 𝗮𝘃𝗮𝗻𝘇𝗮𝘁𝗲 (“𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗲 𝗺𝗮𝗱𝗿𝗶”)
I principali costruttori di Swiss-Type in Cina hanno dotato i propri stabilimenti di 𝗺𝗮𝗰𝗰𝗵𝗶𝗻𝗮𝗿𝗶 𝗱𝗶 𝗽𝗿𝗲𝗰𝗶𝘀𝗶𝗼𝗻𝗲 𝗮𝘃𝗮𝗻𝘇𝗮𝘁𝗶 per la produzione interna di componenti critici.
Le officine di questi produttori includono:
• Centri di lavoro 𝟱 𝗮𝘀𝘀𝗶 𝗮𝗱 𝗮𝗹𝘁𝗮 𝗽𝗿𝗲𝗰𝗶𝘀𝗶𝗼𝗻𝗲
• Centri di fresatura 𝗚𝗮𝗻𝘁𝗿𝘆 𝘁𝘆𝗽𝗲 (𝗽𝗼𝗿𝘁𝗮𝗹𝗶 𝘁𝗶𝗽𝗶) a 5 facce
• Centri di lavoro orizzontali di fascia alta

Queste macchine consentono di eseguire la lavorazione di più superfici in una 𝘂𝗻𝗶𝗰𝗮 𝗶𝗺𝗽𝗼𝘀𝘁𝗮𝘇𝗶𝗼𝗻𝗲, garantendo che le facce critiche (come piani guida e superfici accoppiate) siano lavorate con 𝘁𝗼𝗹𝗹𝗲𝗿𝗮𝗻𝘇𝗲 𝗺𝗼𝗹𝘁𝗼 𝘀𝘁𝗿𝗲𝘁𝘁𝗲 (ordine di pochi µm).
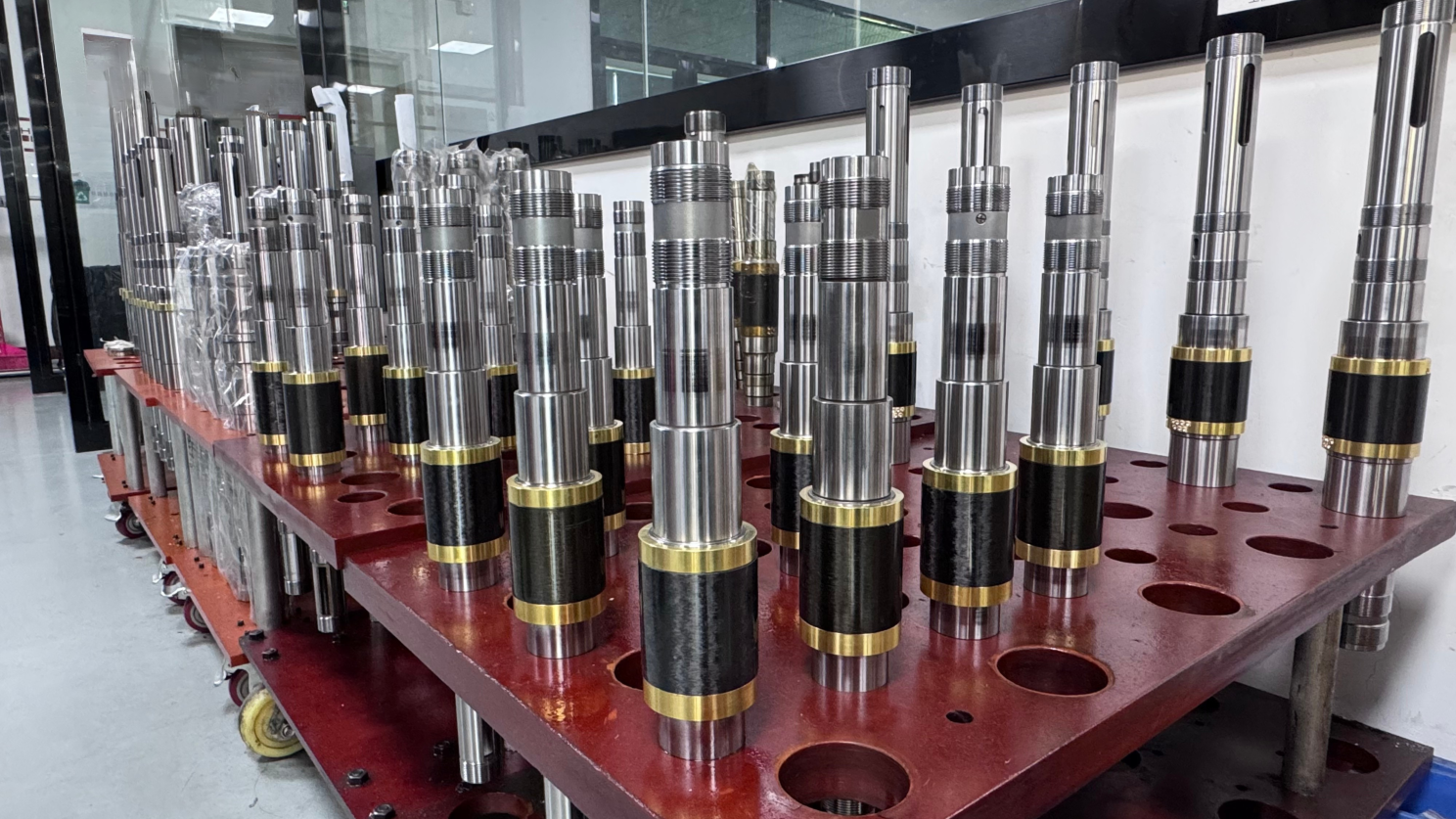
Per parti come mandrini e viti a ricircolo di sfere, i reparti di finitura utilizzano 𝗿𝗲𝘁𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗿𝗶𝗰𝗶 𝗱𝗶 𝗽𝗿𝗲𝗰𝗶𝘀𝗶𝗼𝗻𝗲 che assicurano 𝗽𝗿𝗲𝗰𝗶𝘀𝗶𝗼𝗻𝗶 𝗱𝗶 𝗳𝗼𝗿𝗺𝗮 𝗲 𝗳𝗶𝗻𝗶𝘁𝘂𝗿𝗮 𝘀𝘂𝗽𝗲𝗿𝗳𝗶𝗰𝗶𝗮𝗹𝗲 𝗮 𝗹𝗶𝘃𝗲𝗹𝗹𝗼 𝘀𝘂𝗯-𝗺𝗶𝗰𝗿𝗼𝗺𝗲𝘁𝗿𝗶𝗰𝗼.
Questa dotazione di attrezzature “madri” di alto livello permette alle aziende di 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗮𝗿𝗲 𝗶𝗻𝘁𝗲𝗿𝗻𝗮𝗺𝗲𝗻𝘁𝗲 𝗹𝗮 𝗾𝘂𝗮𝗹𝗶𝘁à 𝗱𝗲𝗹𝗹𝗲 𝗰𝗼𝗺𝗽𝗼𝗻𝗲𝗻𝘁𝗶 𝗰𝗵𝗶𝗮𝘃𝗲, riducendo la dipendenza da fornitori esterni.
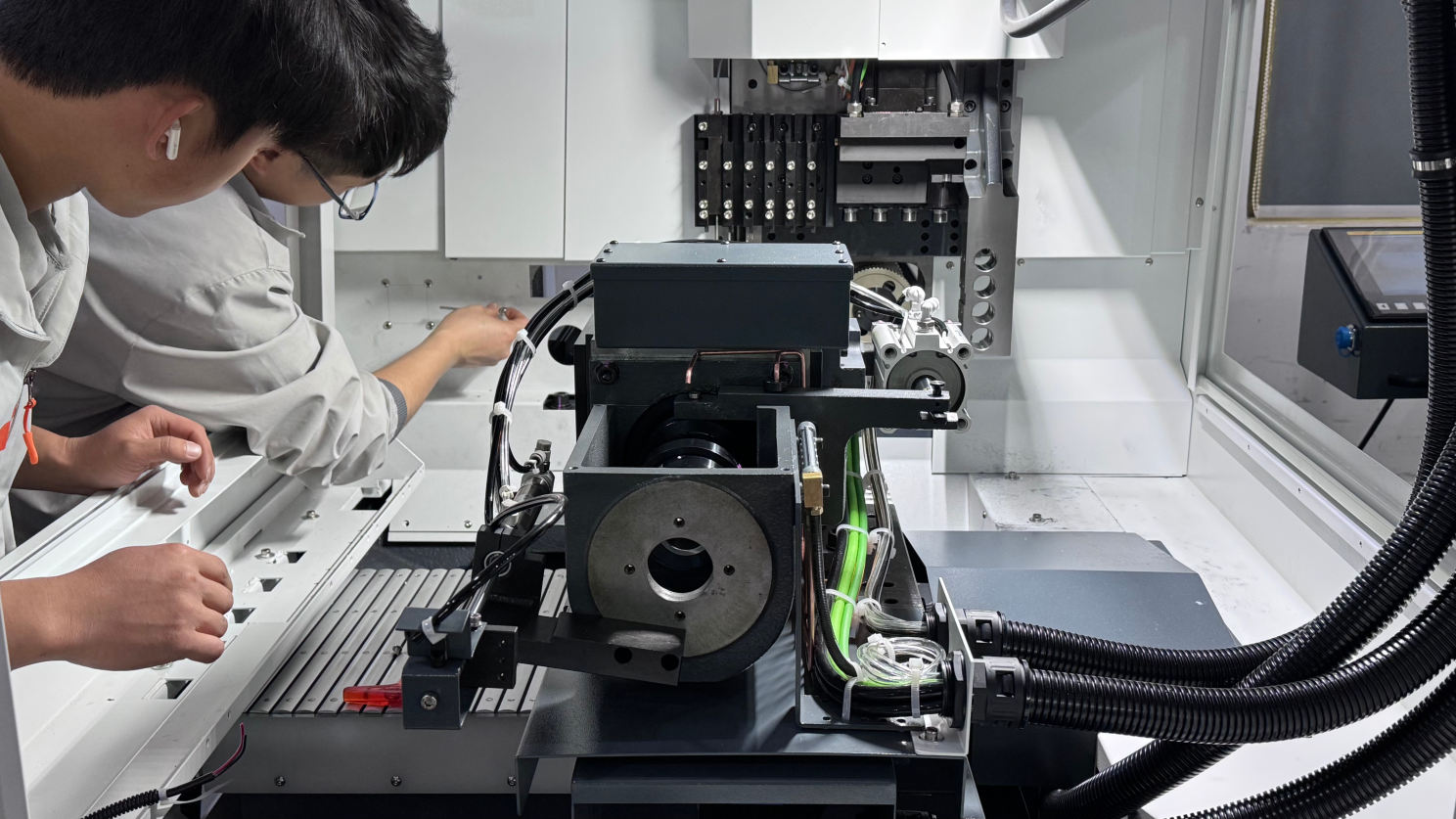
𝟮.𝟮 𝗢𝗿𝗴𝗮𝗻𝗶𝘇𝘇𝗮𝘇𝗶𝗼𝗻𝗲 𝗽𝗿𝗼𝗱𝘂𝘁𝘁𝗶𝘃𝗮 𝗲 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗼 𝗾𝘂𝗮𝗹𝗶𝘁à
Le aziende di punta stanno implementando rigorosi sistemi di produzione e controllo qualità in linea con 𝘀𝘁𝗮𝗻𝗱𝗮𝗿𝗱 𝗶𝗻𝘁𝗲𝗿𝗻𝗮𝘇𝗶𝗼𝗻𝗮𝗹𝗶.
Nei reparti è diffusa l’applicazione di pratiche di gestione tipo 𝟲𝗦/𝟳𝗦, con una disposizione ordinata dei macchinari e delle attrezzature.
Dopo la lavorazione di ogni componente, vengono effettuate misurazioni 𝗶𝗻-𝗹𝗶𝗻𝗲 tramite:
• Bracci di misura 3D
• Stazioni laser di misura
Ad esempio, dopo la lavorazione delle sedi delle guide, gli operatori controllano immediatamente la planarità e le dimensioni tramite bracci di misura portatili e sistemi ottici, prima di passare all’assemblaggio successivo.
La maggior parte delle aziende dispone anche di camere di misura con 𝘁𝗲𝗺𝗽𝗲𝗿𝗮𝘁𝘂𝗿𝗮 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗮𝘁𝗮, in cui si eseguono test di:
• diametro del mandrino
• rotondità
• precisione di ripetizione
Il collaudo finale comprende prove di esercizio (run-in), test di taglio e verifica delle precisioni. Alcuni produttori integrano sistemi di 𝗰𝗼𝗺𝗽𝗲𝗻𝘀𝗮𝘇𝗶𝗼𝗻𝗲 𝘁𝗲𝗿𝗺𝗶𝗰𝗮 𝗮𝘂𝘁𝗼𝗺𝗮𝘁𝗶𝗰𝗮, tramite sensori di temperatura e algoritmi PLC che correggono le variazioni dimensionali dovute alle variazioni termiche durante la lavorazione — una funzione non disponibile nei sistemi FANUC standard.
Queste rigorose misure di qualità contribuiscono a una 𝗮𝗳𝗳𝗶𝗱𝗮𝗯𝗶𝗹𝗶𝘁à 𝗼𝗽𝗲𝗿𝗮𝘁𝗶𝘃𝗮 𝗲𝗹𝗲𝘃𝗮𝘁𝗮 delle macchine Swiss-Type locali.
𝟮.𝟯 𝗜𝗻𝘁𝗲𝗴𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝘃𝗲𝗿𝘁𝗶𝗰𝗮𝗹𝗲 𝗲 𝗽𝗿𝗼𝗱𝘂𝘇𝗶𝗼𝗻𝗲 𝗶𝗻𝘁𝗲𝗿𝗻𝗮
Alcuni costruttori locali hanno raggiunto livelli significativi di 𝗶𝗻𝘁𝗲𝗴𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝘃𝗲𝗿𝘁𝗶𝗰𝗮𝗹𝗲, producendo internamente parti chiave come:
• carter
• slitte
• mandrini
• torrette
I mandrini auto-sviluppati raggiungono 𝟯𝟬.𝟬𝟬𝟬 𝗿𝗽𝗺, con raffreddamento ad olio o ad acqua per migliorare la stabilità termica durante operazioni ad alta velocità.
Questa produzione interna fornisce un vantaggio ingegneristico:
• controllo diretto sulla qualità e sulle prestazioni delle componenti
• riduzione del rischio di dipendenza da fornitori esterni
I produttori combinano una 𝘀𝘁𝗿𝗮𝘁𝗲𝗴𝗶𝗮 𝗱𝗶 𝗼𝘂𝘁𝘀𝗼𝘂𝗿𝗰𝗶𝗻𝗴 𝗶𝗻𝘁𝗲𝗹𝗹𝗶𝗴𝗲𝗻𝘁𝗲 per componenti non strategici (es. guide lineari, cuscinetti di elevata precisione come 𝗣𝗠𝗜, 𝗡𝗦𝗞) con approvvigionamenti selettivi da brand di primo piano (es. 𝗦𝗞𝗙/𝗡𝗦𝗞) per garantire qualità di base senza eccessivi costi.


𝟯.𝟭 𝗖𝗶𝗰𝗹𝗼 𝗱𝗶 𝗰𝗼𝗻𝘀𝗲𝗴𝗻𝗮 𝗽𝗿𝗼𝗱𝘂𝘁𝘁𝗶𝘃𝗮
Grazie a un design modulare e a un’organizzazione produttiva efficiente, i produttori cinesi di Swiss-Type riescono spesso a offrire 𝘁𝗲𝗺𝗽𝗶 𝗱𝗶 𝗰𝗼𝗻𝘀𝗲𝗴𝗻𝗮 𝗿𝗲𝗹𝗮𝘁𝗶𝘃𝗮𝗺𝗲𝗻𝘁𝗲 𝗯𝗿𝗲𝘃𝗶.
In scenari standard, alcune aziende raggiungono una consegna completa in 𝟰–𝟲 𝘀𝗲𝘁𝘁𝗶𝗺𝗮𝗻𝗲 per modelli standard pronti in stock, mentre configurazioni personalizzate richiedono solo poche settimane in più. Questo è significativamente più rapido rispetto ai tempi tipici dei costruttori europei o giapponesi — spesso 𝗱𝗶𝘃𝗲𝗿𝘀𝗶 𝗺𝗲𝘀𝗶.
Le linee di assemblaggio sono suddivise in più stazioni, e ogni macchina segue un flusso definito (carter → gruppo assi → impianto idraulico/ pneumatico → cablaggio elettrico → ispezioni finali), facilitato da strumenti di lavoro digitalizzati e 𝘁𝗼𝗿𝗾𝘂𝗲-𝘄𝗿𝗲𝗻𝗰𝗵 𝗰𝗼𝗻𝘁𝗿𝗼𝗹𝗹𝗮𝘁𝗲.
𝟯.𝟮 𝗩𝗮𝗻𝘁𝗮𝗴𝗴𝗶𝗼 𝗰𝗼𝗺𝗽𝗲𝘁𝗶𝘁𝗶𝘃𝗼 𝗱𝗲𝗶 𝗰𝗼𝘀𝘁𝗶
Uno dei principali punti di forza delle macchine Swiss-Type fabbricate localmente in Cina è il 𝗰𝗼𝘀𝘁𝗼 𝗱’𝗮𝗰𝗾𝘂𝗶𝘀𝘁𝗼 𝘀𝗶𝗴𝗻𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝘃𝗮𝗺𝗲𝗻𝘁𝗲 𝗶𝗻𝗳𝗲𝗿𝗶𝗼𝗿𝗲 — in media circa 𝗱𝗮𝗹 𝟯𝟬% 𝗮𝗹 𝟱𝟬% 𝗶𝗻 𝗺𝗲𝗻𝗼 rispetto ai corrispettivi europei o giapponesi, a parità di prestazioni.
Questa differenza deriva da fattori come:
• costi di manodopera inferiori
• supply chain locale consolidata
• economia di scala dei componenti
Alcuni produttori propongono 𝘀𝘁𝗿𝗮𝘁𝗲𝗴𝗶𝗲 𝗱𝗶 𝗽𝗿𝗲𝘇𝘇𝗼 𝗱𝗶𝗳𝗳𝗲𝗿𝗲𝗻𝘇𝗶𝗮𝘁𝗼:
• versioni base con controllo locale o taiwanese a costi minori
• versioni configurate con controllo FANUC per clienti che richiedono familiarità operativa
La scelta appropriata di configurazione può abbassare il prezzo complessivo senza compromettere funzionalità critiche.
Anche il 𝗰𝗼𝘀𝘁𝗼 𝗼𝗽𝗲𝗿𝗮𝘁𝗶𝘃𝗼 — inclusi i pezzi di ricambio — tende ad essere inferiore, e molti fornitori cinesi mantengono scorte di componenti di uso comune sia in Asia sia in centri regionali, migliorando i tempi di risposta post-vendita.

𝟰.𝟭 𝗦𝗰𝗲𝗹𝘁𝗮 𝗱𝗲𝗹 𝘀𝗶𝘀𝘁𝗲𝗺𝗮 𝗖𝗡𝗖
Il sistema di controllo numerico (CNC) è il “cervello” della macchina e un elemento spesso considerato una 𝘁𝗲𝗰𝗻𝗼𝗹𝗼𝗴𝗶𝗮 𝗰𝗵𝗶𝗮𝘃𝗲 𝘀𝘁𝗿𝗮𝘁𝗲𝗴𝗶𝗰𝗮.
• Una parte delle aziende sceglie soluzioni consolidate come 𝗙𝗔𝗡𝗨𝗖 o 𝗠𝗶𝘁𝘀𝘂𝗯𝗶𝘀𝗵𝗶, apprezzate per stabilità e familiarità con gli operatori europei.
• Altre aziende optano per sistemi più 𝗮𝗽𝗲𝗿𝘁𝗶 𝗲 𝗮𝗰𝗰𝗲𝘀𝘀𝗶𝗯𝗶𝗹𝗶 come 𝗦𝘆𝗻𝘁𝗲𝗰 con costi inferiori e buona compatibilità con varie periferiche.
• Alcuni produttori hanno persino sviluppato 𝘀𝗶𝘀𝘁𝗲𝗺𝗶 𝗖𝗡𝗖 𝗽𝗿𝗼𝗽𝗿𝗶𝗲𝘁𝗮𝗿𝗶 in grado di gestire fino a 𝟱–𝟲 𝗰𝗮𝗻𝗮𝗹𝗶 𝗶𝗻 𝗽𝗮𝗿𝗮𝗹𝗹𝗲𝗹𝗼 per lavorazioni complesse.
I sistemi autoprodotti offrono livelli di personalizzazione più profondi, ma possono richiedere un periodo più lungo di “prove sul campo” per stabilire piena fiducia da parte degli utenti europei.
𝟰.𝟮 𝗦𝘁𝗿𝗮𝘁𝗲𝗴𝗶𝗮 𝗱𝗶 𝗶𝗻𝘁𝗲𝗴𝗿𝗮𝘇𝗶𝗼𝗻𝗲 𝗖𝗡𝗖 𝗲 𝗶𝗺𝗽𝗮𝘁𝘁𝗼 𝘀𝘂𝗹 𝗰𝗹𝗶𝗲𝗻𝘁𝗲
Una strategia frequente è quella di 𝗼𝗳𝗳𝗿𝗶𝗿𝗲 𝗮𝗹 𝗰𝗹𝗶𝗲𝗻𝘁𝗲 𝗹𝗮 𝗽𝗼𝘀𝘀𝗶𝗯𝗶𝗹𝗶𝘁à 𝗱𝗶 𝘀𝗰𝗲𝗴𝗹𝗶𝗲𝗿𝗲 𝗶𝗹 𝘀𝗶𝘀𝘁𝗲𝗺𝗮 𝗖𝗡𝗖 durante la configurazione dell’ordine.
• Clienti abituati ai sistemi Fanuc possono optare per tale soluzione per garantire compatibilità operativa con l’esperienza pregressa.
• Clienti più attenti ai costi possono scegliere Syntec o controlli locali più aperti.
Alcune macchine sono predisposte per installare 𝗱𝘂𝗲 𝘀𝗶𝘀𝘁𝗲𝗺𝗶 𝗖𝗡𝗖 𝗻𝗲𝗹𝗹𝗼 𝘀𝘁𝗲𝘀𝘀𝗼 𝗾𝘂𝗮𝗱𝗿𝗼 𝗲𝗹𝗲𝘁𝘁𝗿𝗶𝗰𝗼, consentendo un cambio macchina più rapido in caso di necessità o preferenza operativa.

Le macchine Swiss-Type fabbricate localmente in Cina destinate all’Europa sono progettate per conformarsi ai requisiti 𝗖𝗘 e agli standard di sicurezza elettrica e meccanica dell’Unione Europea.
Le configurazioni tipicamente includono:
• protezioni e interblocchi conformi alle direttive CE
• interfacce utente multilingue
• manuali e documentazione tecnica in inglese o altre lingue europee
𝟱.𝟮 𝗦𝗲𝗿𝘃𝗶𝘇𝗶𝗼 𝗽𝗼𝘀𝘁-𝘃𝗲𝗻𝗱𝗶𝘁𝗮 𝗲 𝘀𝘂𝗽𝗽𝗼𝗿𝘁𝗼 𝘁𝗲𝗰𝗻𝗶𝗰𝗼
Alcuni produttori chinesi hanno già iniziato a costruire 𝗿𝗲𝘁𝗶 𝗱𝗶 𝗮𝘀𝘀𝗶𝘀𝘁𝗲𝗻𝘇𝗮 𝗴𝗹𝗼𝗯𝗮𝗹𝗲, con centri di supporto e scorte di pezzi di ricambio in più aree geografiche, incluse EMEA.
Tuttavia, alcune aziende minori dipendono ancora da supporto remoto o tramite distributori locali, con differenze di reattività del servizio.

La capacità tecnologica, la struttura di costi e l’integrazione dei processi produttivi delle macchine Swiss-Type fabbricate localmente in Cina ne fanno oggi un’opzione concreta e competitiva per le imprese europee di medie e piccole dimensioni.
𝗙𝗼𝗻𝘁𝗶 𝗱𝗲𝗶 𝗱𝗮𝘁𝗶 𝗲𝘀𝘁𝗲𝗿𝗻𝗶 𝗰𝗶𝘁𝗮𝘁𝗶
Le seguenti affermazioni si basano sui dati tecnologici e di benchmark raccolti durante la ricerca:
• ±0,005 mm ripetibilità dichiarata — dati tecnici interni alle aziende analizzate
• 4–6 settimane consegna standard — dati aziendali raccolti da audit di fabbrica
• 30–50% riduzione del costo rispetto ai marchi tradizionali — dati comparativi di mercato
继续阅读
继续查看与当前主题相关的洞察文章。
SYY工程框架:从供应商选择到生产落地的中国制造管理方法
在中国管理制造项目,远不只是选择合适的供应商。许多在采购阶段看似顺利的项目,往往会在生产执行和设备落地阶段遇到问题。SYY工程框架通过可视化管理、工程对齐、执行管理和车间整合四个核心支柱,帮助企业系统化管理中国制造项目,提升工程协同效率,降低执行风险,并确保项目从供应商选择顺利过渡到稳定生产。
China–Europe Supply Chain Delays: Why Manufacturing Projects Drift | SYY Engineering
Many delays in China–Europe manufacturing projects are treated as normal. This article explains where delays really start — from RFQ and prototype to material preparation, trial production, shipping.
中国供应链重构:2025–2030 欧洲中小企业进入中国制造的新机遇
中国制造供应链正在发生结构性变化。了解为什么 2025–2030 可能成为欧洲中小企业进入中国制造体系的重要战略窗口。